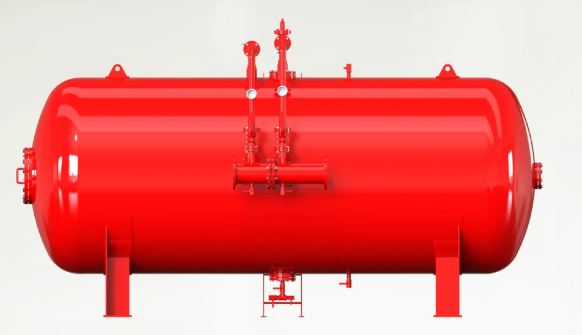
Pressure Vessels Manufacture & Export in Bolivia
Nordstone pressure vessels are engineered to safely store and handle gases and liquids under high-pressure conditions across demanding industrial environments. Designed in accordance with internationally recognized standards such as ASME and ISO, our pressure vessels are manufactured using premium-grade materials that ensure structural integrity, corrosion resistance, and long operational life. Each vessel undergoes rigorous quality checks, including non-destructive testing and pressure testing, to guarantee safety and reliability.
Our pressure vessels are widely used in industries such as oil & gas, petrochemicals, pharmaceuticals, food processing, and power generation. They are suitable for applications including storage, separation, and chemical processing. Nordstone offers both standard and customized designs, including vertical and horizontal configurations, to meet specific operational requirements.
With a strong focus on safety and efficiency, Nordstone integrates advanced fabrication techniques and precise engineering to minimize risks and maximize performance. Features such as pressure relief systems, safety valves, and advanced coatings enhance durability and operational safety. Our team of experts works closely with clients to design vessels that align with their process conditions, ensuring optimal performance even in the most challenging environments.
Storage Tanks Manufacture & Export in Bolivia
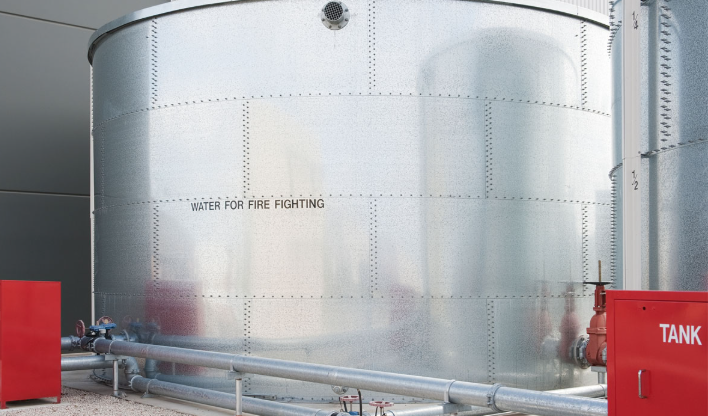
Nordstone storage tanks are designed to provide reliable and secure storage solutions for a wide range of industrial applications. Whether storing water, chemicals, fuels, or other process fluids, our tanks are built with robust materials and advanced manufacturing techniques to ensure long-lasting performance. Available in vertical, horizontal, and customized configurations, Nordstone storage tanks are tailored to meet diverse industry requirements.
We prioritize durability and safety by using corrosion-resistant materials and protective coatings that withstand harsh environmental conditions. Our tanks are designed to prevent leakage, contamination, and structural degradation, ensuring the integrity of stored materials. Additionally, Nordstone incorporates features such as level indicators, pressure vents, and access systems for ease of monitoring and maintenance.
Our storage tanks are widely used in industries such as oil & gas, water treatment, agriculture, food processing, and chemical manufacturing. They play a crucial role in maintaining operational continuity by providing efficient storage and easy accessibility to raw materials and finished products.
At Nordstone, we also focus on customization, offering tanks designed to meet specific capacity, pressure, and environmental requirements. Our commitment to quality and innovation ensures that every storage tank delivers optimal performance, safety, and efficiency.
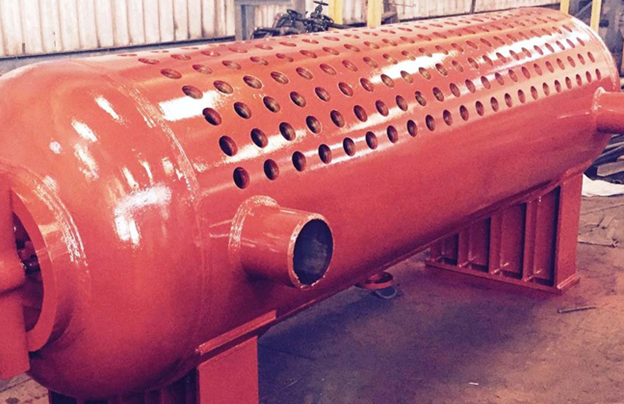
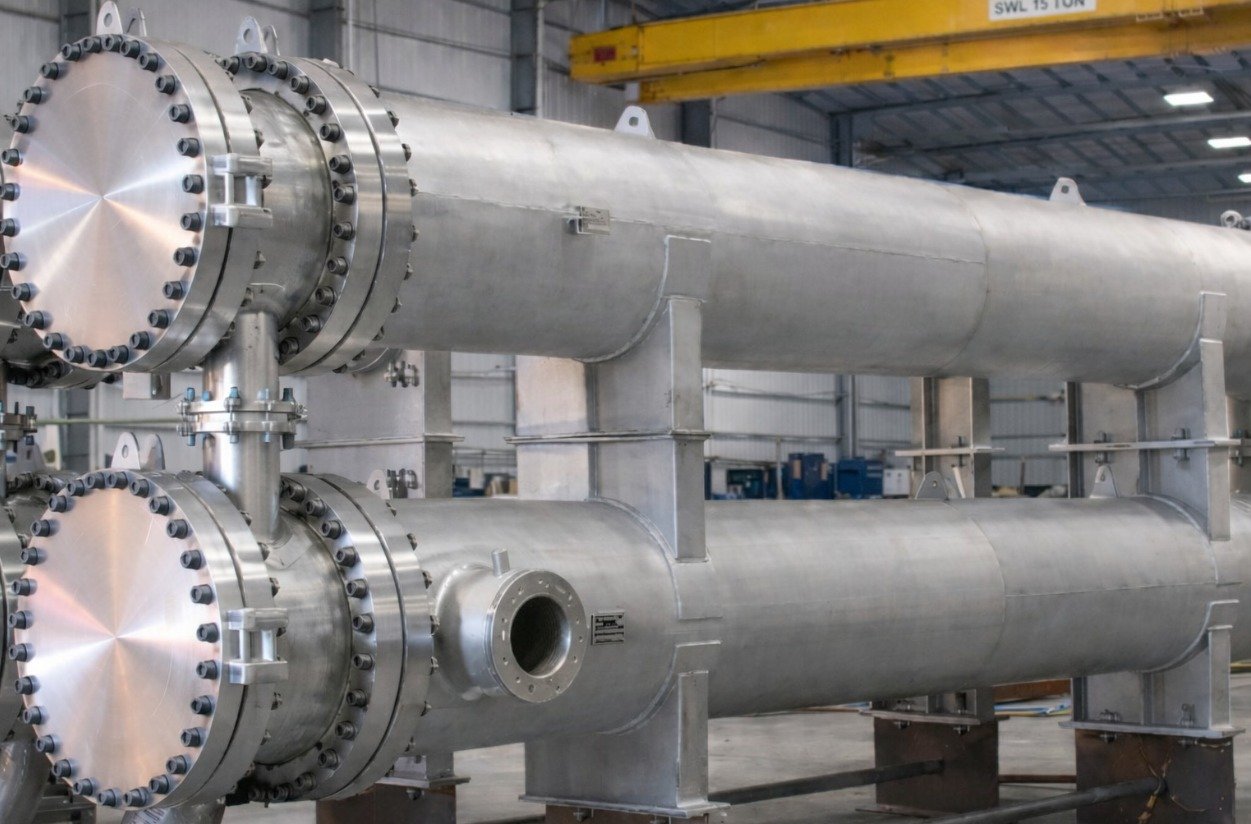
Heat Exchangers Manufacture & Export in Bolivia
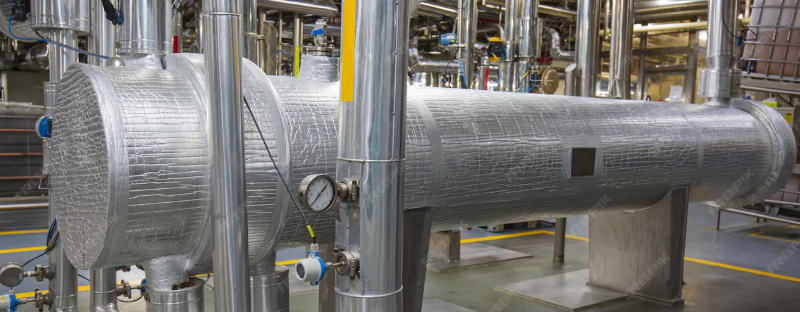
Nordstone heat exchangers are designed to deliver efficient heat transfer solutions for a variety of industrial processes. These systems play a critical role in maintaining temperature control by transferring heat between two or more fluids without direct contact. Engineered for maximum thermal efficiency, our heat exchangers help reduce energy consumption and operational costs.
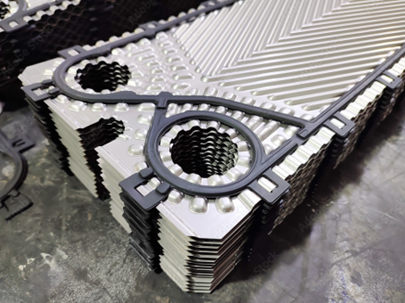
We offer a wide range of heat exchangers, including shell and tube, plate, and customized designs, to suit different industrial applications. Nordstone heat exchangers are widely used in industries such as power generation, chemical processing, oil & gas, HVAC, and refrigeration systems.
Constructed with high-quality materials, our heat exchangers are built to withstand high temperatures, pressure variations, and corrosive environments. Advanced design features ensure optimal heat transfer performance while minimizing fouling and maintenance requirements.
Nordstone focuses on precision engineering and innovation to deliver reliable and efficient heat exchange solutions. Our products are designed to maximize energy recovery, improve process efficiency, and support sustainable operations. With a commitment to quality and performance, Nordstone heat exchangers provide long-term value to industrial operations.
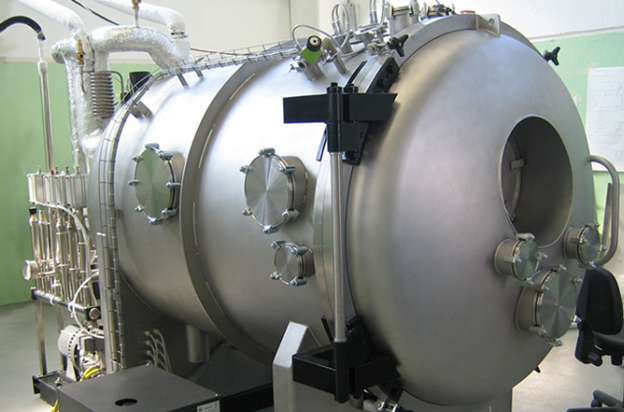
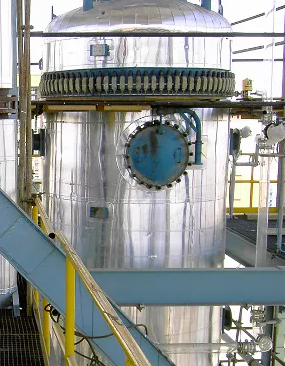
Reactors Manufacture & Export in Bolivia
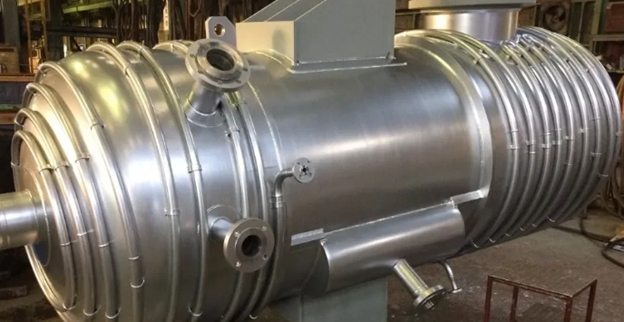
Nordstone reactors are designed to facilitate controlled chemical reactions in a safe and efficient manner. These critical components are widely used in industries such as pharmaceuticals, chemicals, petrochemicals, and food processing. Built to handle varying temperature and pressure conditions, Nordstone reactors ensure consistent product quality and process efficiency.
Our reactors are available in multiple configurations, including batch, continuous, and stirred reactors, allowing flexibility for different process requirements. Designed with advanced mixing systems and temperature control mechanisms, they ensure uniform reaction conditions and optimal output.
Manufactured using high-grade materials, Nordstone reactors are resistant to corrosion, chemical reactions, and thermal stress. Each reactor is tested for safety and performance to ensure reliable operation in demanding environments.
At Nordstone, we focus on delivering customized reactor solutions that meet specific industry needs. Our engineering expertise ensures that each reactor is designed to maximize efficiency, minimize waste, and enhance overall productivity.
Columns Manufacture & Export in Bolivia
Nordstone industrial columns are essential for separation processes in industries such as petrochemical, refining, and chemical manufacturing. Designed for applications like distillation, absorption, and stripping, these columns help achieve high levels of product purity and process efficiency.
Our columns are engineered with precision and equipped with advanced internal components such as trays, packing materials, and distributors. These features enhance mass transfer and separation efficiency, ensuring optimal performance.
Constructed from high-quality materials, Nordstone columns are designed to withstand high temperatures, pressure variations, and corrosive environments. They are built for durability, reliability, and long-term operation.
Nordstone offers customized column designs to meet specific process requirements, ensuring maximum efficiency and performance. Our commitment to quality and innovation makes our columns a trusted solution for complex industrial processes.
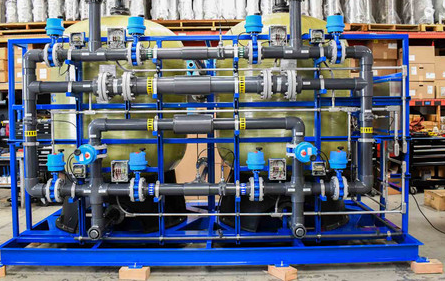
Process Skids Manufacture & Export in Bolivia
Nordstone process skids are modular, pre-engineered systems designed to integrate multiple components into a compact and efficient unit. These skids include pumps, valves, piping, instrumentation, and control systems, making them ready for immediate installation and operation.
Process skids offer significant advantages, including reduced installation time, lower labor costs, and improved system efficiency. They are ideal for industries such as oil & gas, chemical processing, water treatment, and pharmaceuticals.
Nordstone designs process skids with a focus on flexibility and scalability, allowing easy customization based on client requirements. Each skid is thoroughly tested before delivery to ensure seamless performance.
Our process skids enhance operational efficiency, reduce downtime, and simplify maintenance. With Nordstone’s expertise, clients receive reliable and high-performance modular solutions tailored to their needs.
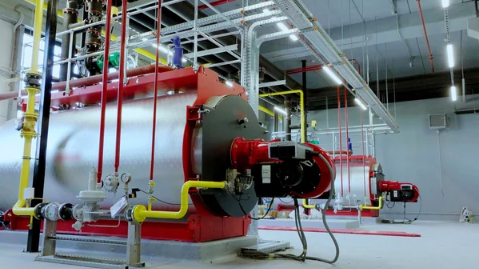
Boilers Manufacture & Export in Bolivia
Nordstone boilers are designed to deliver efficient and reliable steam generation for industrial and commercial applications. Built with advanced technology, our boilers ensure optimal fuel utilization, reduced emissions, and consistent performance.
Our boilers are suitable for a wide range of industries, including manufacturing, power generation, and food processing. They are designed with safety features such as pressure controls, safety valves, and automated monitoring systems.
Constructed with high-quality materials, Nordstone boilers are built for durability and long service life. They are engineered to operate efficiently under varying load conditions, ensuring uninterrupted steam supply.
At Nordstone, we focus on innovation and sustainability, providing boiler solutions that enhance energy efficiency and reduce environmental impact.
HVAC Systems Manufacture & Export in Bolivia
Nordstone HVAC systems provide advanced solutions for heating, ventilation, and air conditioning in industrial and commercial spaces. Designed to maintain optimal temperature, humidity, and air quality, our systems ensure a comfortable and safe working environment.
Our HVAC systems are widely used in industries such as pharmaceuticals, electronics, food processing, and commercial buildings where environmental control is critical.
Nordstone integrates energy-efficient technologies to reduce power consumption and operational costs. Our systems are designed for reliability, ease of maintenance, and long-term performance.
With a focus on innovation, Nordstone HVAC systems deliver superior air quality and climate control, ensuring compliance with industry standards and enhancing productivity.
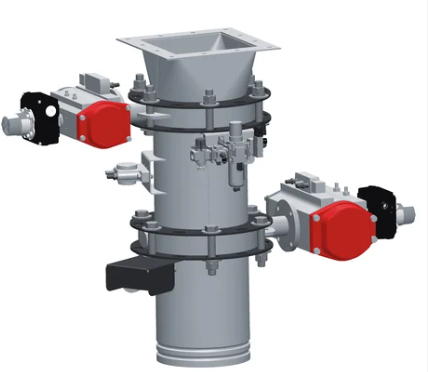
BF Valves Manufacture & Export in Bolivia
Nordstone BF valves are designed for efficient flow control in industrial piping systems. Known for their compact design and quick operation, these valves are suitable for handling liquids, gases, and slurries.
Manufactured using high-quality materials, Nordstone butterfly valves offer excellent durability, corrosion resistance, and low maintenance requirements. They are widely used in industries such as water treatment, chemical processing, and oil & gas.
Our valves are engineered for precise control and reliable performance, ensuring smooth operation even under demanding conditions. Nordstone offers a range of sizes and configurations to meet diverse application needs.
With a commitment to quality and innovation, Nordstone BF valves provide cost-effective and efficient solutions for industrial flow control systems.